近日,北京理工大学材料学院夏敏教授、罗运军教授课题组在含能材料相关光固化3D打印工艺控制研究领域取得重要进展,研究成果以“Model of UV-curing thickness for new thiol-ene resin for additive manufacturing of energetic materials”为题,发表在增材制造领域国际顶级期刊《Additive manufacturing》(IF="""11.0)上(DOI:10.1016/j.addma.2022.102716)。论文第一作者为北京理工大学材料学院硕士研究生郭涛,夏敏教授、罗运军教授等为共同通讯作者。
将光固化树脂与含能固体组分相结合,通过树脂的快速光固化定型,是实现含能材料增材制造的有效技术途径。数字光处理(DLP)是一种高精度、高效率的增材制造方式,它通过将光固化树脂逐层曝光固化实现成型在完成一层,每完成一层打印后,成型台升起高度H ,来自数字光源的持续一段时间的紫外光照射在位于树脂料盒底部和样品之间的树脂上,它从料盒底部开始固化,厚度逐渐增加直到达到H 。此过程中,打印成功与否的关键在于成型台升起高度H与曝光时间的匹配度。只有在设定的曝光时间内,树脂的固化层厚度zp大于或等于H,打印才能完成,否则便会出现脱层的现象。而树脂在面光源的照射下,固化厚度是随时间呈非线性增长的,这一增长过程受到曝光条件以及树脂组成的影响,找到一种可以描述这种过程并预测固化厚度的方法对于DLP工艺的精细调控具有重要意义。
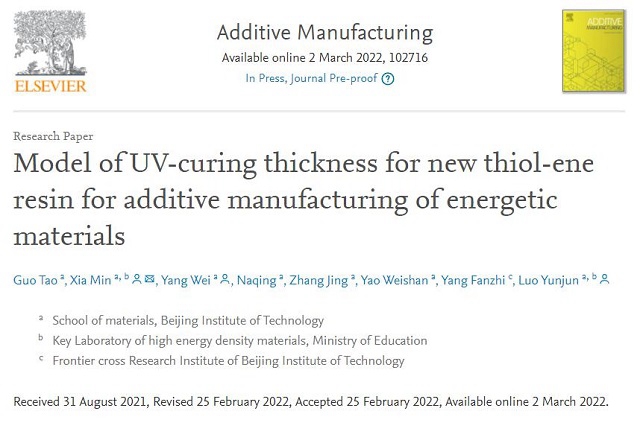
基于这一需求,课题组人员设计建立了固化厚度的分析模型,然后对传统含能材料粘合剂进行端基改性制备光固化粘合剂,并分析该粘合剂固化厚度与曝光时间之间的关系,最后与所推导的公式相印证并计算各参数值,得到可预测光固化树脂固化厚度的数学模型,为含能材料3D打印的工艺调控奠定基础。
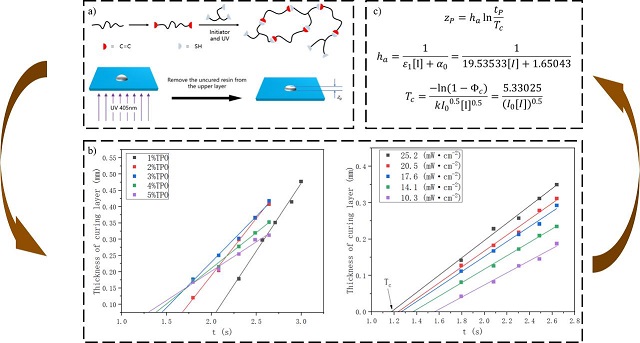
图1 树脂的固化原理及厚度测试方法(a);固化厚度-曝光时间关系分析(b);模型结论(c)
结果表明:光固化树脂在3D打印成型过程中,其固化厚度的时间变化规律取决于两个关键参数:一是特征穿透深度ha,二是特征固化时间Tc,在聚合反应初期,引发剂与反应基团的浓度可被视为常数,Tc与1/I00.5和1/[1]0.5呈线性关系,实验结果如图2a、b、c所示,这与模型所预测的一致。
图2 特征穿透深度ha与引发剂浓度[1]的关系(a);特征固化时间与1/[1]0.5(b)以及1/I00.5(c);模型与实验所得固化厚度的对比(d)
理论模型与实验研究结果表明,光固化树脂的固化厚度与曝光时间之间的关系主要受到引发剂浓度和光强影响,特征穿透深度的倒数与引发剂浓度呈线性关系,特征固化时间与引发剂浓度和光强乘积平方根的倒数呈正比例关系;此外,高引发剂浓度会增加树脂的吸光系数,在高层厚打印时会显著增加固化时间;而过低的引发剂浓度则会使得树脂内光强分布梯度过于平缓,难以通过控制曝光时间来控制固化厚度。对于硫醇-烯基光固化树脂体系,选取2wt%~3wt%的TPO浓度即可。
论文链接:https://doi.org/10.1016/j.addma.2022.102716
以上内容由大学时代综合整理自互联网,实际情况请以官方资料为准。

|
 |